راه اندازی، نگهداری و ایمنی در اره های موتوری
|
سبزکوش نگین
ارائه دهنده ماشین آلات کشاورزی، باغبانی و فضای سبز
شرکت سبزکوش نگین فعالیت خود را از سال 1373 آغاز نمود و با اخذ نمایندگی محصولات GOLF از کمپانی Gutbrod آلمان، توانست گام های موفقی را در عرصه ماشین آلات کشاورزی، باغبانی و فضای سبز بردارد. اخد نمایندگی انحصاری کمپانی های معتبر جهان چون BCS و GGP و EUROSYSTEM ایتالیا، و همچنین AS و MTD آلمان،WEIMA و عرضه محصولات آنها همراه با ارائه خدمات پس از فروش، با بهره گیری از بیش از 6000 نوع قطعه یدکی، نشانگر موفقیت روز افزون این شرکت در سال های گذشته می باشد. همچنین تولید سمپاش های میکرونر، بذرپاش های دستی و موتوری و ثبت اختراع این محصولات، بیانگر جنبه دیگری از توانایی های فنی و مهندسی متخصصان شرکت سبزکوش نگین می باشد.
طبقه بندی موضوعی
-
فضای سبز
(۱۸) -
آموزشی
(۳۲) -
دانستنی ها
(۱۵)
کلمات کلیدی
بایگانی
- اسفند ۱۳۹۷ (۳)
- آذر ۱۳۹۷ (۱)
- مرداد ۱۳۹۷ (۲)
- تیر ۱۳۹۷ (۲)
- خرداد ۱۳۹۷ (۲)
- ارديبهشت ۱۳۹۷ (۳)
- فروردين ۱۳۹۷ (۴)
- اسفند ۱۳۹۶ (۵)
- بهمن ۱۳۹۶ (۷)
- دی ۱۳۹۶ (۲)
- آبان ۱۳۹۶ (۳)
- مهر ۱۳۹۶ (۸)
- شهریور ۱۳۹۶ (۲)
- مرداد ۱۳۹۶ (۷)
- تیر ۱۳۹۶ (۳)
- خرداد ۱۳۹۶ (۱)
آخرین مطالب
-
۹۷/۱۲/۱۹محلول پاشی و تغذیه از طریق برگ
-
۹۷/۰۹/۰۵10 مرحله تیز کردن زنجیر اره موتوری
-
۹۷/۰۵/۲۳قدرت یا گشتاور؟ مسئله این است؟
-
۹۷/۰۵/۰۶تفاوت تیلر و کلتیواتور چیست؟
-
۹۷/۰۴/۲۳عملیاتهای صحیح کوددهی چمن
-
۹۷/۰۴/۰۵ایمنی در هنگام کار با علفتراش
پیوندهای روزانه
راه اندازی ، نگهداری و ایمنی در اره های موتوری
۲۳
ارديبهشت۹۷

انواع روغن جعبه دنده و تفاوت های آن
۸
ارديبهشت۹۷
انواع روغن جعبه دنده و تفاوت های آنروغن جعبه دنده (واسکازین)روغن جعبه دنده، سیال روانکاری است که به منظور کاهش اصطکاک، خنک کاری گرمای تولید شده در هنگام کار، پوشاندن سطوح دندانه ها به منظور کاهش ساییدگی و جلوگیری از زنگ زدن در جعبه دنده استفاده میشود. خواص زیر در عملکرد واسکازین جعبه دنده بسیار مهم است:
انواع واسکازین
واسکازین حاوی ضد زنگاین واسکازین بر پایه مواد معدنی تشکیل شده است. و حاوی مواد ضد زنگ است. ویسکوزیته روغن R&O مطابق با سیستم درجه بندی ایزو بین 32 تا 320 است. واسکازین ترکیبیاین واسکازین بر پایه مواد معدنی تشکیل شده است. این واسکازین حاوی مواد ضد زنگ، 10 درصد چربی بیشتر برای روانکاری بهتر است. واسکازین ترکیبی اساسا برای دنده حلزونی استفاده می شود. ویسکوزیته آن براساس سیستم درجه بندی ایزو بین 460 تا 1000 است. واسکازین فشار پذیر (EP)این واسکازین ممکن است بر اساس مواد معدنی یا غیر معدنی باشد. این واسکازین شامل مواد افزودنی برای کار در فشار بالا، ضد زنگ، ضد کف و حباب شدن است. ویسکوزیته آن براساس سیستم درجه بندی ایزو بین 68 تا 1500 است. حاوی مواد غیر معدنیاین واسکازین ممکن است بر پایه مواد پلی آلفائفین (PAO)، روغن استر یا پلی گلیکول باشد. این واسکازین ممکن است حاوی مواد فشار بالا، ضد زنگ و اکسیداسیون، ضد کف و حباب باشد. ویسکوزیته آن براساس سیستم درجه بندی ایزو بین 32 تا 6800 است. این روغن برای کار در شرایط سخت زیر توصیه میشود: دمای خیلی پایین یا خیلی بالا، فشار بالا
ویسکوزیته واسکازینویسکوزیته پایین برای موارد زیر مناسب است: سرعت بالا، بارگذاری کم با دندانه های مناسب. ویسکوزیته پایین لایه نازکی از روغن را تشکیل داده، اصطکاک را کم می کند(بازده مکانیکی افزایش مییابد)، و شرایط خنک کاری را بهبود می بخشد. ویسکوزیته بالا برای موار زیر مناسب است: سرعت کم، در بارگذاری با نیروی بالا در سطوح سخت دندانهها. روغن با ویسکوزیته بالا لایه ضخیمی از روغن را تشکیل می دهد. ویسکوزیته واسکازین وابسته به دماست، به همین دلیل انتخاب روغن برای یک گیربکس خاص باید برای محدوده دمایی کار گیربکس مناسب باشد. حد دمای پایین واسکازین 5 درجه سانتیگراد است که از نقطه ریزش بیشتر است (کمترین دمایی که روغن در حالت سیال قرار دارد). روغن های معدنی دارای نقطه ریزش پایینی هستند (حدود 7- درجه سانتیگراد). نقطه ریزش روغن های غیر معدنی ممکن است به 46- درجه سانتیگراد هم برسد. ممکن است دما در دنده های معمولی حدود 54 درجه سانتیگراد و در دندههای حلزونی تا 93 درجه سانتی گراد هم برسد.
درجه بندی SAE واسکازین بر حسب ویسکوزیتهطبق این درجه بندی تمامی روغنها در دو کلاس قرار میگیرند: یک درجه ای و چند درجه ای واسکازین یک درجهایاین واسکازینها با یک عدد مشخص میشوند (70،90،140،250 و...). این عدد یک سطح از ویسکوزیته را در دمای مشخص نشان میدهد. عدد های بالاتر، یعنی روغن ویسکوزیته بالاتری دارد. ویسکوزیته روغن فقط با یک عدد و بدون حروف در دمای 100 درجه سانتیگراد مشخص میشود (SAE80, SAE90,SAE140). این واسکازین برای کار در دمای بالا مناسب است. ویسکوزیته واسکازین که با یک عدد و یک حرف (W) نشان داده شده است، ویسکوزیته در دمای 18- درجه سانتیگراد را مشخص میکند. حرف W به معنی زمستان است و این درجهها برای کار در دمای پایین مناسب هستند. واسکازین چند درجه ایویسکوزیته واسکازینها ممکن است با افزودنیهای پلیمری تثبیت شود (برای بهبود ویسکوزیته). ویسکوزیته برخی واسکازینها در هر دو دمای بالا و پایین مشخص است. این واسکازین ها چند درجه ای نامیده میشوند و با دو عدد و حرف W نشان داده میشوند (SAE 75W-90, SAE80W-90, SAE85W-140). اولین شماره ویسکوزیته روغن در دمای سرد و دومین شماره ویسکوزیته روغن در دمای بالا است. واسکازین های چند درجهای در محدوده دمایی گستردهای قابل استفاده است. شرکت سبزکوش نگینبهترین واسکازین برای جعبه دنده دستگاههای سبزکوش نگین (گیربکس تراکتورهای Cromo K40, Invictus K400، گیربکس تیلرها و...) در شرایط آب و هوایی ایران، واسکازین SAE80W-90 میباشد.
|


چطور یک تیغه ساطوری سبک بر عملکرد اره زنجیری اثر میگذارد؟(قسمت دوم)بهبود تعادل دستگاه ارهیک تیغه 80 سانتیمتری یا 32 اینچی اورگون که با وزن 13/2 گیلو گرمی و تیغه مشابه اما سبکتر با وزن 5/1 کیلوگرم با شرایط استاندارد مطابق تصویر بر دستگاه اره موتوری سوار شده است. تیغه سبک وزن 29/0 درصد سبکتر است. اگرچه میزان کاهش وزن در تیغه قابل توجه است اما تأثیرات آن بر دستگاه اره برای اپراتورها بسیار بیشتر از انتظار خواهد بود. علت در آن است که کاهش وزن تیغه نقطه تعادل[1] دستگاه را به سمت دسته عقب منتقل میکند. بنابراین علاوه بر سبکتر شدن، تعادل دستگاه اره نیز افزایش مییابد.
با بهبود تعادل دستگاه اره که بیشتر برای تیغههای خیلی بلند در ارههای حرفهای مشهود است، مسئلهی سنگینی کردن نوک تیغه رفع میشود. به طور کلی، سبکتر شدن تیغههای اره بسیار مفید است چرا که ابزارهای سبکتر کاربری راحتتر و بهرهوری بالاتری خواهند داشت. بعضی اپراتورها به دلیل سنگینی دستگاهها از دردهای پشت و سر شانه رنج میبرند، بنابراین تیغههای سبکتر در تسکین دردشان موثر خواهد بود. حتی میتوان گفت استفاده از تیغههای سبکتر خستگی کار را کاهش میدهند و با حفظ سلامت اپراتور ایمنی بیشتری در شرایط کاری فراهم میکنند. عمر کاری تیغههای سبکعمر کاری تیغههای سبک تفاوتی با تیغههای سنگین قدیمی ندارد. در بررسی چندین نمونه از تیغههای سبک، مشخص شد کارکرد و دوام شیارهای تیغههای سبک مانند تیغههای قدیمی است. آنچه که منجر به خرابی تیغههای اره میشود خم شدن یا شکستن است. آینده تیغههای سبکقیمت تیغههای سبک امروزی تا دو برابر تیغههای قدیمی است. البته با پیشرفت تکنولوژیهای تولید هزینههای تولید در آینده کاهش خواهد یافت و در آینده قیمت تمام شده این تیغههای سبک کمتر میشود. تحقیقات نشان داده است که واحد برش هر چه سبکتر باشد بهتر است، اما مواد با تکنولوژی بالا مانند فیبرهای تیتانیوم و کربن گران هستند که استفاده از آنها را غیر ممکن ساخته است. ایدههای جدید متمرکز بر پیشنهاد روشهای تولیدی است که هزینهها و قیمت تمام شده تیغهها را به طور قابل توجهی کاهش دهد. جهت اطلاعات بیشتر به لینک زیر مراجعه فرمایید.
[1] Balance point |

نکات مهم در کاشت و نگهداری چمن
۲۲
فروردين۹۷
نکات مهم در کاشت و نگهداری چمن
نمودار رشد فصلی چمن
60 درصد رشد هوایی چمن تنها در 6 هفته از فصل بهار صورت میگیرد. اجرای صحیح عملیاتهای پرورش چمن در این دوره اهمیت به سزایی دارد.

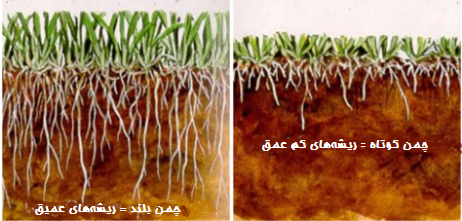
ارتفاع برش چمن
ارتفاع برش یکی از مهمترین عوامل موثر در عملیات چمنزنی است. زمانی که به طور مرتب چمنها در یک ارتفاع یکسان کوتاه شده و سطح چمن به طور یک دست نگه داشته میشود، منظرهی چمن کاری شده زیباتر به نظر میرسد. متاسفانه به نظر عموم چمن کوتاه منظره بهتری در مقایسه با چمن بلند دارد. اما در واقعیت، فارغ از بلندی یا کوتاهی ارتفاع چمن، سطح چمن کاری شده یکدست زیبا تر از سطح غیر یکدست است. هرگز بیش از یک سوم ارتفاع چمن را کوتاه نکنید. برای مثال اگر قد چمن 10 سانتیمتر است میتوانید 5/2 سانتیمتر آن را کوتاه کنید. کوتاه کردن چمن تا ارتفاعی مناسب برای حفظ سلامت و زیبایی چمن اهمیت به سزایی دارد. اگر چمن بیش از حد کوتاه شود سیستم ریشهای آن کم عمق خواهد شد، تراکم چمن کم شده و اغلب استفاده از آفت کشها ضرورت مییابد.
الگوی کوتاه کردن چمن
کوتاه کردن چمن به صورت دورهای در زمانهای نزدیک به هم و در جهت ثابت، به عبارت دیگر در یک الگوی ثابت، میتواند سبب خوابیدگی چمن در همان جهت شود. با تغییر جهت یا همان تغییر الگوی کوتاه کردن چمن در هر هفته، رشد عمودی چمن تقویت میشود و احتمال افتادگی و خوابیدگی چمن در یک جهت را کاهش میدهد. به علاوه تغییر الگوی کوتاه کردن چمن، مسیر عبور چرخهای چمنزن را نیز تغییر میدهد که میتواند خرابیهای بیش از حد و شیارهای ناشی از تردد چرخ روی چمن را کاهش دهد.

تنک شدن و تاس شدن[1] چمن
زمانی که چمن بیش از اندازه کوتاه شود، منجر به پدیده تنک شدن و تاس شدن خواهد شد. تاسی چمن میتواند در اثر کانالهای زمینی نامنظم، ایجاد کاه پوش بیش از حد، کوتاه کردن نامنظم چمن و یا تنظیم ناصحیح چمنزن باشد. چمن تاس شده معمولا به رنگ قهوهای تغییر رنگ میدهد و خشک میشود، چرا که تمام تاج چمن از بین رفته و حتی خاک قابل مشاهده خواهد بود. چمن تاس شده ظاهر بد شکلی در فضای سبز به وجود میآورد.

چمن بریده شده و عملیات مالچینگ
تکههای چمن بریده شده به عنوان مالچ روی چمن ریخته میشوند. چمنهای بریده شده سریعا تجزیه شده و منبع قابل توجهی از مواد مغذی بازیافتی و مواد آلی و ارگانیک برای چمن خواهند بود. در این شرایط مواد غذایی مورد نیاز چمن به تدریج در اختیار آن قرار میگیرد و رشد مدام چمن را بهبود میبخشد. از سوی دیگر، مقدار مصرف کودهای نیتروژن را کاهش میدهد البته خردههای چمن نمیتواند نیاز کودی چمنها را به طور کامل تامین کند.
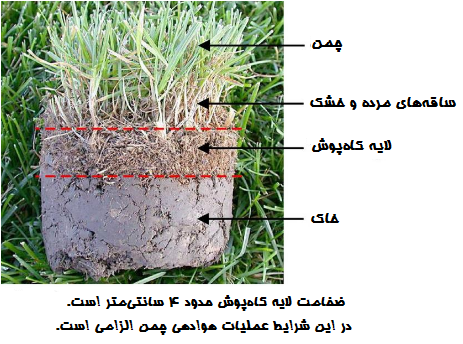
کاه پوش[2]
ایدهی استفاده از چمن بریده شده به عنوان کود سبز برای تقویت چمن ممکن است سبب ایجاد کاه پوش در فضای چمن کاری شده شود که مورد پسند نیست. کاه پوش در واقع همان بقایای ساقه و ریشههای خشک شده، مرده و قهوهای رنگی چمن است. کاه پوش زیاد مانع از نفوذ آب و هوا در مجاور ریشههای چمن میشود. جمعیتی سلامت از میکروارگانیسمها و کرمهای خاکی در خاک میتوانند از کاه پوش چمن تغذیه کنند. خردههای چمن بریده شده به سرعت تجزیه میشوند و مشوق کرمهای خاکی و میکروارگانیسمهای مفید هستند که چمن و خاک را در سلامت کامل حفظ کنند. تنک کردن و هوادهی چمن به وسیلهی دستگاههای تنک کن چمن و دستگاه هواده چمن بهترین روشهای مبارزه با کاه پوش چمن هستند.
اولین و آخرین چمن زنی در فصل
گاهی اوقات اولین و آخرین عملیات چمنزنی در فصل رشد، متفاوت از دیگر دفعات چمنزنی در سال است. در بهار، کمی بیشتر از حد معمول چمن را کوتاه کنید تا چمن و علفهای مرده را نیز بردارید. این اقدام علاوه بر پیشگیری از ایجاد کاهپوش برای هوادهی و سلامت چمن هم بسیار مفید است. مراقب باشید که چمن را تنک و تاس نکنید. زمانی که چمن فعالیت رشدی خود را شروع میکند، مراحل بعدی چمنزنی را در ارتفاع معمول و مناسب انجام دهید. آخرین عملیات چمنزنی بهتر است در همان ارتفاع معمول و همیشگی اجرا شود، به طوری که نه خیلی کوتاه باشد و نه خیلی بلند، چرا که با این ارتفاع وارد دوره خواب زمستانی خواهد شد.
سایر توصیههای چمن زنی
قانون کوتاه کردن چمن به میزان یک سوم قد چمن را هرگز فراموش نکنید. اگر قد چمن 15 سانتیمتر است و باید به ارتفاع 5 سانتیمتری برسد، در اولین اجرای عملیات چمنزنی فقط باید یک سوم ارتفاع چمن یعنی 5 سانتیمتر از چمن را کوتاه کنید. چند روز بعد، بار دیگر برای کوتاه کردن چمن اقدام کنید و این بار هم قانون یک سوم ارتفاع چمن را اجرا نمایید. این الگوی کوتاه کردن باید تا زمانی که به ارتفاع مورد نظر برای چمن برسید به همین ترتیب ادامه یابد.
تیغه چمنزن همیشه تیز باشد و در زمانی که چمن خشک است برای عملیات چمنزنی اقدام کنید. قبل از هر بار استفاده از دستگاه چمنزن، از تیز بودن تیغه و تنظیم بودن دستگاه اطمینان پیدا کنید. به طور تقریبی هر 6 تا 8 هفته یکبار تیغههای چمنزن را تیز نمایید. یک تیغه کند به جای برش چمن و علف سبب پارگی و له شدن گیاهان میشود که نتیجه آن به وجود آمدن منظرهای زشت و خشک شده از چمنها است.
نکات مهم در رابطه با نگهداری دروگرهای دوچرخ
۲۱
فروردين۹۷
نکات مهم در رابطه با نگهداری دروگرهای دوچرخ
- موتور را در فضای محبوس و سربسته به کار نیاندازید.
- همواره هنگام تغییر جهت در نواحی شیب دار احتیاط های لازم را رعایت نمایید.
- در شیبهای خیلی زیاد با ماشین کار نکنید.
- در هنگام استفاده از روتیواتور می بایست خاک رطوبت مناسب داشته باشد.
- هیچگاه اهرم ایمنی و خاموش کن دستگاه را با کش یا طناب از کار نیاندازید.
- هیچگاه زمانی که دستگاه روشن است اقدام به سوخت گیری ننمایید.
- در زمان استفاده از دستگاه مراقب باشید افراد دیگری در کنار یا جلو دستگاه قرار نداشته باشند.
- همیشه از تنظیم بودن سیمهای کلاچ و دنده عقب اطمینان حاصل کنید.
جهت کسب اطلاعات بیشتر در ارتباط با نگهداری دروگرهای دوچرخ روی لینک های زیر کلیک کنید.
نگهداری ترانسمیشن و کاتربار دروگرهای دو چرخ BCS
۱۸
فروردين۹۷
نگهداری ترانسمیشن و کاتربار دروگرهای دو چرخ BCS
- برای ترانسمیشن روغنی از واسکازین 80W90 و به میزان 0.6 لیتر استفاده نمایید.
- پس از هر 4 ساعت کار نقاط مختلف ترانسمیشن خشک را گریسکاری نمایید (چهار عدد گریس خور).
- پس از هر 100 ساعت کار وضعیت پین کنترل حرکت تیغه را بررسی نمایید.
- فاصله بین بوش و پیچ جانبی کوپلینگ از هر طرف نباید از 0.1 میلی متر تجاوز نماید.
- در صورت فاصله فاصله بین بوش و پیچ جانبی کوپلینگ، مهره پیچ جانبی را شل کرده و پیچ جانبی را در جهت عقربه ساعت بپیچانید تا خلاصی تنظیم شود سپس مهره را سفت نمایید.
- پس از هر بار کار با دستگاه تیغه های کاتر بار را شسته و برای جلوگیری از زنگ زدگی تیغه ها را به روغن آغشته کنید.
- همیشه فاصله بین تیغه متحرک و ثابت را کنترل نمایید و در صورت نیاز به وسیله چهار عدد نگهدارنده تیغه فاصله را تنظیم نمایید.
- وجود خط و اثر بر روی تیغه و یا داغ شدن بیش از حد نگهدارنده و تیغه دلیل سفت بودن تیغهها می باشد.
- همیشه برای استفاده از دنده عقب کلاچ را کامل بگیرید و سپس اهرم دنده عقب را درگیر کنید.
- در صورتیکه سطح برش ناصاف می باشد حداکثر ارتفاع برش را انتخاب نمایید.
نگهداری موتور و گیربکس تراکتورهای دو چرخ BCS
۱۵
فروردين۹۷
نگهداری موتور و گیربکس تراکتورهای دو چرخ BCS
- قبل از روشن کردن دستگاه حتما سطح روغن موتور و واسکازین گیربکس را چک نمایید.
- هواکش دستگاه از نوع روغنی بوده و در کاسه هواکش به میزان 100CC روغن 10W40 بریزید.
- پس از هر 10 ساعت کار روغن داخل هواکش را تعویض و توری هواکش را تمیز نمایید.
- روغن موتور رابرای بار اول پس از 2 ساعت کار و بعد از آن پس هر 15 ساعت کار روغن موتور تعویض نمایید.
- برای موتور از روغن10W40 با API بالا (CE) و به میزان 1.65 لیتر استفاده نمایید.
- در مورد موتورهای بنزینی از روغن با استاندارد (SE) بالا استفاده نمایید.
- بعد ازهر 50 ساعت کار سطح واسکازین گیربکس را کنترل نمایید.
- برای گیربکس از واسکازین 80W 90 و به میزان 1.4 لیتر استفاده نمایید.
عملیات هوادهی چمن
۲۶
اسفند۹۶
عملیات هوادهی چمن
هوادهی چیست؟
هوادهی به عملیاتهای مکانیکی گفته میشود که در آن بخشهای کوچکی از کاهپوش و خاک را از میان چمنها بیرون میآورند و هوادهی طبیعی خاک را بهبود میدهند. این عملیات با ماشین هوادهی چمن انجام میشود که قادرند انگشتیهای سیلندری توخالی خود را در زمین فرو کنند و استوانههای خاکی را بیرون بکشند.
چه زمانهایی اجرای عملیات هوادهی ضروری است؟
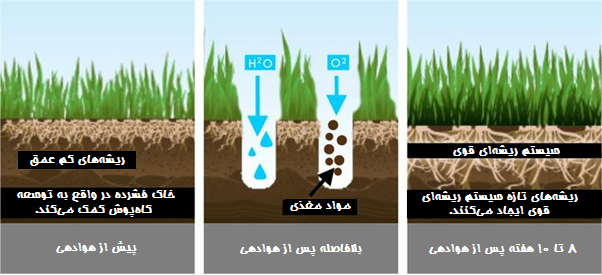
هوادهی سالانه برای همه انواع چمن بسیار مفید است. چمنهایی که رفت و آمد زیادی روی آن صورت گرفته یا در خاک رسی سنگین کشت شدهاند بیشتر به هوادهی سالانه نیازمندند. بهترین نتیجه از هوادهی زمانی پدید میآید که فاصله خطی استوانههای خارج شده خاک به هم نزدیک باشد و هوادهی به صورت عمیق انجام شود.
بهترین زمان برای هوادهی چمن چه زمانی است؟
بهار و پاییز بهترین فصول اجرای هوادهی هستند. اجرای هوادهی قبل یا دیرتر از زمان کوددهی، رشد ریشه را بهبود میبخشد و رشد تاج چمن را در بهار افزایش میدهد.
مزایای هوادهی چمن
- هوادهی در حفظ سلامتی چمنها بسیار موثر است.
- رد و بدل هوا بین خاک و اتمسفر را بهبود میبخشد.
- مکش آب در خاک را ارتقا میدهد.
- مکش و استفاده از کودها را بهبود میبخشد.
- روان آب سطحی را کاهش میدهد.
- توسعه سیستم ریشه چمن تقویت میشود.
- فشردگی خاک را کاهش میدهد.
- دامنهی تنشهای خشکی و حرارتی را بهبود میبخشد.
- تشکیل کاهپوش را کاهش میدهد.
با استوانههای خارج شده در عملیات هوادهی چه کار کنیم؟
توصیه میشود برشهای خارج شده به روی چمن ریخته شوند. استوانههای برش شده خیلی سریع از هم متلاشی میشوند و منبع قابل توجهی از مواد مغذی و مواد ارگانیک را در اختیار چمن قرار میدهند، علاوه بر آن مقادیر زیادی نیتروژن در فرآیند تجزیه برای چمن فراهم میشود. بسته به نوع خاک، فرآیند تجزیه ممکن است از چند روز تا چند هفته زمان ببرد. آبیاری به شستشوی خاک از برشهای استوانهای در حال تجزیه کمک میکند.

تیغههای چیزل (الماسه) را بهتر بشناسیم.
۲۲
اسفند۹۶
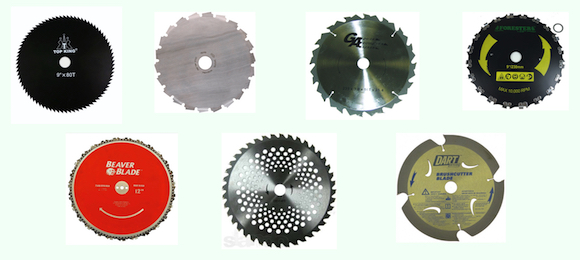
تیغههای چیزل (الماسه) را بهتر بشناسیم.
این نوع از تیغهها مجهز به دندانههای تیزی در محیط خود هستند و با تراشیدن علفهای پیش رو توسط این دندانهها عملیات برش را اجرا میکنند. همه انواع این تیغهها مدور با تعداد متفاوتی دندانه روی محیط هستند. این دندانهها میتوانند بخشی از تیغه باشند و یک خمیدگی رو به بیرون[1]برای شبیهتر شدن به واحدهای برنده زنجیر اره موتوری داشته باشند. در نوعی از این تیغهها، واقعا یک زنجیر اره در بین دو دیسک عمل برش را انجام میدهد. در حال حاضر، نوک اکثر این تیغهها را از تنگستن میسازند و قیمت آنها در طول سالها به میزان قابل توجهی کاهش یافته است.
مزایا: در برش بسیار توانمند هستند و برای برش مواد سخت مانند علف هرز خشبی و چوبهای سخت هم توصیه میشوند.
معایب: به دلیل اینکه فرآیند تولید، شکلدهی، خم کاری، ماشین کاری و قطعات اضافه شده این تیغهها پیچیدهتر است، عموما قیمت تمام شده آنها بالا است. از آنجایی که لبه برش در نوک تیغه است، تیغه چیزل برای آسیبپذیری و خرابی مستعدتر است.
برای برش خوب، لازم است که دندانهها کاملا تیز باشند اما تیز کردن بعضی بسیار مشکل است و در مواردی هم امکان تیز کردن وجود ندارد.
لازمه اجرای برشهای عمیقتر با تیغههای چیزل، احتیاط بیشتر است، زیرا خطرات ناشی از ضربه برگشت تیغه افزایش مییابد.
توان برش
بیشتر تیغههای چیزل برای برش افقی تا حداکثر عمق برش عملکرد خوبی دارند. به این دلیل که دستگاههای علفتراش برای برش خطی با تیغه و هد نخ طراحی شدهاند که به سرعت بالا در چرخش نیاز دارند و گشتاور بالا نظیر آنچه در اره زنجیری وجود دارد برای کار با دستگاه علفتراش مناسب نیست.
برش مالچینگ
تیغههای چیزل مناسب برای برش مالچینگ علفها نیستند.
انواع دندانهها
به طور کلی سه نوع دندانه در تیغههای چیزلی قابل مشاهده است. نوعی از دندانه به صورت یکپارچه با تیغه است و برای برش خوب چوبهای سبز این دندانهها آفست ساخته میشوند. نوع دیگری به دندانه زنجیری معروف است که دندانهها کاملا شبیه به واحد برنده زنجیر اره است. این دندانهها یا به دور دیسک اصلی میچرخند و یا واقعا زنجیری مانند زنجیر اره موتوری در شیار بین دو دیسک میچرخد. نوع سوم دندانه، نوکهای کاربید تنگستن هستند که در حالتهای مختلفی به دور دیسک نصب شدهاند، این دسته از تیغهها به تیغههای الماسه مشهور هستند.
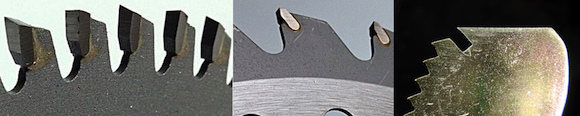
دندانه استیل
در حال حاضر تیغههایی با دندانه استیل شاید دیگر در بازار وجود نداشته باشند. بهترین نوع تیغه با دندانه استیل نوعی است که زاویه آفست مناسبی داشته باشد یا نوع زنجیری که میتوان دندانهها را به کمک سوهان تیز نمود. مانند نمونهای که در تصویر نشان داده شده است.

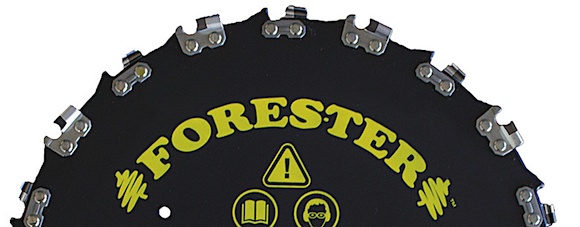
دندانه زنجیری
تیغهای است که یک زنجیر واقعی بین دو دیسک میچرخد.

یا در نوع دیگری از این تیغهها، واحدهای برنده زنجیری روی دیسک اصلی نصب شدهاند.
نوعی از تیغهی چیزل زنجیری، تیغههای مجهز به دندانه با نوکهای کاربید تنگستن هستند که امکان تیز کردن آنها با سوهان الماسه وجود دارد. برای بهرهوری قابل قبول تمام انواع تیغهها، قسمت برنده باید کاملا تیز باشند. با کمی تمرین و دقت بیشتر میتوانید روشهای تیز کردن تیغهها را بیاموزید.
این نوع تیغهها در نوع کاربری خود مزایای خوبی دارند اما خطر برگشت آنها مانند کار با اره زنجیری است و احتیاط لازم را باید به کار بگیرید.
دندانه کاربید تنگستن
این نوع تیغه دارای نوکهای کاربید تنگستن است که به دندانههای صفحه استیل جوش شدهاند. این تیغهها به تیغههای الماسه مشهور هستند. کاربید تنگستن یکی از سختترین آلیاژهای شناخته شده است. لبه برنده تیزی از آن ساخته میشود که در مقابل بار سنگین مقاوم است.
با گذشت زمان از تولید اولین نمونههای تیغه الماسه، مقاومت نمونههایی که به تازگی به بازار آمدهاند در مقابل ریزش بسیار زیاد شده که در نتیجه دوام و عمر کاری تیغههای الماسه برای جلب رضایت مصرف کنندهها افزایش یافته است.

در تیغههایی که الماسه تنها به دیسک تیغه جوش شده باشد، الماسه در اثر ضربه به سادگی جدا شده یا به اصطلاح میریزد. اما در طرحهای جدیدتر که دیسک، قطعه الماسه را در آغوش گرفته و الماسه داخل حفره جوش میشود، تیغه در مقابل ضربه و در نتیجه ریزش الماسه مقاوم میشود. این حالت قرارگیری الماسه را "کاشت" مینامند. به تصویر زیر توجه کنید.

با این حال، حتی اگر مسائل مطرح شده در مورد جایگذاری الماسهها بهبود یابند باز هم این تیغهها آسیبپذیر هستند. بسته به قطر تیغه، سرعت چرخش الماسه 300 تا 450 کیلومتر در ساعت است، زمانی که با این سرعت به سنگ یا مانعی سخت برخورد کند قطعا الماسه دچار ریزش شده یا خرد میشود.
در طرحهای ابتدایی تیغههای الماسه، قرارگیری الماسه جوش شده بدون زاویه بود، مطابق تصویر زیر سمت چپ. تغییر طراحی تیغه با افزایش زاویه قرار گیری الماسه استحکام آنها را در مقابل ضربه به سنگ بالاتر برده است. تیغههای جدیدتر با زاویه برش بزرگتر تا حدود 85 درجه و جوش تمام دور، قویتر شدهاند.
تعداد دندانهها
هر چه تعداد دندانههای تیغه بیشتر باشد سرعت و یکنواختی برش بیشتر خواهد شد. در مورد تیغههای الماسه هر چه تعداد دندانه بیشتر باشد معمولا اندازه الماسه کوچکتر میشود.

اگر به دنبال رسیدن به حداکثر بهرهوری از توان موتوری از دستگاه علفتراش هستید و میخواهید از سرعت بالا در زمان کار استفاده کنید، تعداد دندانه کمتر مناسب است. به طور کلی در این نوع استفاده از تیغههای علفتراش هر چه تعداد دندانهها کمتر باشد مناسبتر است.
برای بریدن پاجوشها یا درختچهها و ساقههای خشبی، تعداد کمتر دندانه به معنی عدم هدر رفت توان است. اما اگر دندانه بشکند عملکرد و نرمی برش تیغه خیلی سریع کم میشود.
تعداد دندانههای تیغه همچنین بر مدت زمانی که تیغه میتواند به خوبی برش بزند اثرگذار است. برای مثال، هنگامی که واقعا به تیغههای نوع چیزل برای برش شاخههایی با قطر mm50 و بالاتر نیاز دارید اهمیت این موضوع آشکار میشود، اگر چه برای دستگاه علف تراش بهتر است که تعداد دندانه کمتر باشد که به دلیل طول شافت دستگاه علف تراش است به طوری که باید گاز را کم کنید و از نیروی کمتری استفاده کنید. از سوی دیگر کم شدن تعداد دندانه سبب بهبود قابل توجه بازده برش میشود.
شاید تا قبل از این تلاش میکردید که وارد تودهای که باید بتراشید شوید. اگر بر این روش پافشاری کنید گرمای زیادی تولید میشود که عمر دندانههای تیغه را کم خواهد کرد. در این شرایط دور دستگاه علف تراش را کم کنید و تیغه را به میان شاخهها وارد کنید.
تیغههای چاقویی را بهتر بشناسیم
۱۹
اسفند۹۶
تیغههای چاقویی را بهتر بشناسیم
تیغههای چاقویی یک لبه چاقو مانند تیز دارند که علفها را با همین لبه برش میدهد. این نوع تیغه از انواع تیغههای فلزی رایج برای دستگاههای علفزن است که معمولا همراه دستگاهها به فروش میرسند. تیغههای چاقویی تنوع زیادی دارند اما وجه اشتراک همه آنها ساخته شدن از صفحات فلزی است. تنوع شکل ظاهری آنها سبب شده تا تیغههای چاقویی را در شکل مستطیلی (دو پر) تا انواع گرد که چاقوهای کوچکی مانند دندانه دارند مشاهده شوند. مشهورترین نوع این تیغهها، تیغههای سه پر یا چهار پر هستند. تیغههای چاقویی از دو پر تا 40 و 80 دندانه گرد مصرف بسیار بالایی دارند.

مزایا: 1- ارزانتر هستند. به دلیل ساخت آسان و یکپارچه از صفحات فلزی و سرعت بالای تولید، قیمت تمام شده ارزانتر از دیگر تیغهها میشود. 2- به طور کلی در برش مواد نرم مانند علفهای هرز خوب هستند؛ که البته این خصوصیت وابستگی زیادی به کیفیت فلزی دارد که تیغه از آن ساخته شده است. 3- قابلیت تیز شدن دارند.
معایب: 1- کیفیت برش با کند شدن لبهی تیغه به سرعت کاهش مییابد. 2- زمانی که با اجسام سخت پنهان در علفها نظیر سنگ برخورد کند ممکن است خم شود، البته نه برای بهبود بهرهوری برش، بلکه برای افزایش استحکام تیغه در مقابل شکستگی در طراحی تیغه لبه برش را شیبدار میسازند.
به یاد داشته باشید فقط لبه چاقویی تیغه است که عملیات برش را انجام میدهد آن هم در زمانی که هد علفتراش به طرفین تاب داده میشود.
توان برش تیغههای چاقویی
تعداد لبههای چاقویی تیغه در برش تیغه بسیار موثر است. تیغههای چاقویی برای اجرای عملیات برش وابسته به لبههای تیز تیغه هستند، البته این لبهها نیز فقط در دور بالا بین 100 تا 120 دور در ثانیه قابلیت برش خواهند داشت.
در حال کار که هد علفتراش از یک سو به سوی دیگر تاب داده میشود، سرعت تاب دادن مقدار مواجهه لبه تیغه با علفهای هرز را تعیین میکند. تاب دادن بسیار آهسته و تماس دادن نوک تیغه مانع از اجرای خوب عملیات برش میشود. تاب دادن بسیار سریع و تماس لبه تیغه با علفهای هرز سبب برش علفها خواهد شد. حالا یک تیغه مستطیلی (دو پر) را در نظر بگیرید که با سرعت 100 دور در ثانیه میگردد، این شرایط به این معنی است که لبه برش تیغه در هر ثانیه 200 مرتبه از یک نقطه عبور میکند. اگر در نظر بگیریم که در هر ثانیه هد علفتراش به میزان یک متر تاب داده میشود، بدین معنی است که در واقع فقط 5 میلیتر بیرونی تیغهها علفهای باقی مانده را برش میدهند. با استفاده از یک تیغه چهار پر، فقط 5/2 میلیمتر از لبه بیرونی تیغه و با استفاده از تیغه 8 پر، فقط 2/1 میلیمتر از لبه بیرونی تیغه علفها را میبرد. بنابراین لبه بسیار کوچکی از تیغه عملیات برش را انجام میدهد. در مورد تیغه 40 دندانه ارهای، لبههای چاقویی برشهای کوچک میلیمتری میزنند. پس به یاد داشته باشید که مانند نخهای علفتراش که نوک نخ عملیات برش را انجام میدهد، در این دسته از تیغهها نیز نوک لبه چاقویی برش میزند.
لبههای برنده تیغههای چاقویی خیلی زود کند میشوند و ممکن است با عبور از میان گیاهان و علفهای هرز دچار خردگی شوند و دیگر قابل استفاده نباشند. کند شدن و خردگی لبه تیغه در زمان برش گیاهان خشبی و برخورد عمودی تیغه با موضع برش اتفاق میافتد. زمانی که تیغه کند میشود، اپراتورها عادت کردهاند که دور گردش تیغه را بالاتر ببرند که اقدام نادرستی است، و باید تیغه را تعویض تا تیز نمایند.
در گذشته تیغههای دو پر و سه پر بیشترین دوام را در ازای هزینه خریدی که برایشان میشد داشتند.

چون این تیغهها شکلی مستطیلی یا سه پر (ستارهای شکل) دارند اغلب علفها به سمت مرکز و به گیربکس میپیچند. در این شرایط لازم است که تیغه با دور بالا بچرخد تا بدون گیر کردن بتواند در میان توده علفهای بلند عملیات برش را انجام دهد. البته بالا بردن دور چرخش تیغه همیشه هم برای برش علفهای بلند کارآمد نیست.

تیغههای چند دندانه نیز به دلیل این که نوک چاقوهای برنده آنها خیلی سریع فرسوده میشوند یا میشکنند کارایی کمتری دارند. به طور همزمان به دلیل شکل گرد آنها، علفها به بیرون تیغه و به دور گیربکس میپیچند که برای کار تیغه اشکال ایجاد میکند.
قابلیت مالچینگ
در این جا هم تیغههای مستطیلی و سه پر (ستارهای شکل) بهترین نوع تیغه برای برش مالچینگ علفها هستند. این نوع از تیغهها در برخورد عمودی تیغه با علفها بیشترین سطح برش چاقویی را فراهم میکنند. در انتهای تیغههای چاقوی مالچینگ لبه خمیدهای وجود دارد که علفهای بریده شده را دسته میکند و مانع از پراکندگی و چند بار خرد شدن علفها میشود.

شرکت سبزکوش نگین انواع تیغههای چاقویی ساده و مالچینگ را برای مصرف کنندگان گرامی در سراسر کشور توزیع میکند.